
Регулировка клапанов на форд мондео 3
Добавил пользователь Валентин П. Обновлено: 29.09.2024
Наша сеть техцентров предлагает специализированную услугу: регулировка клапанов Ford Focus. Низкие цены. Специалисты автосервиса точно определят, есть ли проблемы с автомобилем. Автотехцентры находятся в удобных точках Москвы и ближайшего Подмосковья. Регулировка клапанов Ford Focus: гарантия до 2-х лет. Запасные части в наличии: оригинальные и аналоги. Записаться на ремонт или диагностику можно по телефону или через форму заявки на сайте.
Цена на регулировку клапанов Ford Focus
- Услуги Цена
- Регулировка клапанов от 4230 руб.
Внимание!
Указанные цены работ является примерной и могут отличаться от действительной. Точную стоимость услуг узнавайте у представителей автотехцентра.

Всем привет.
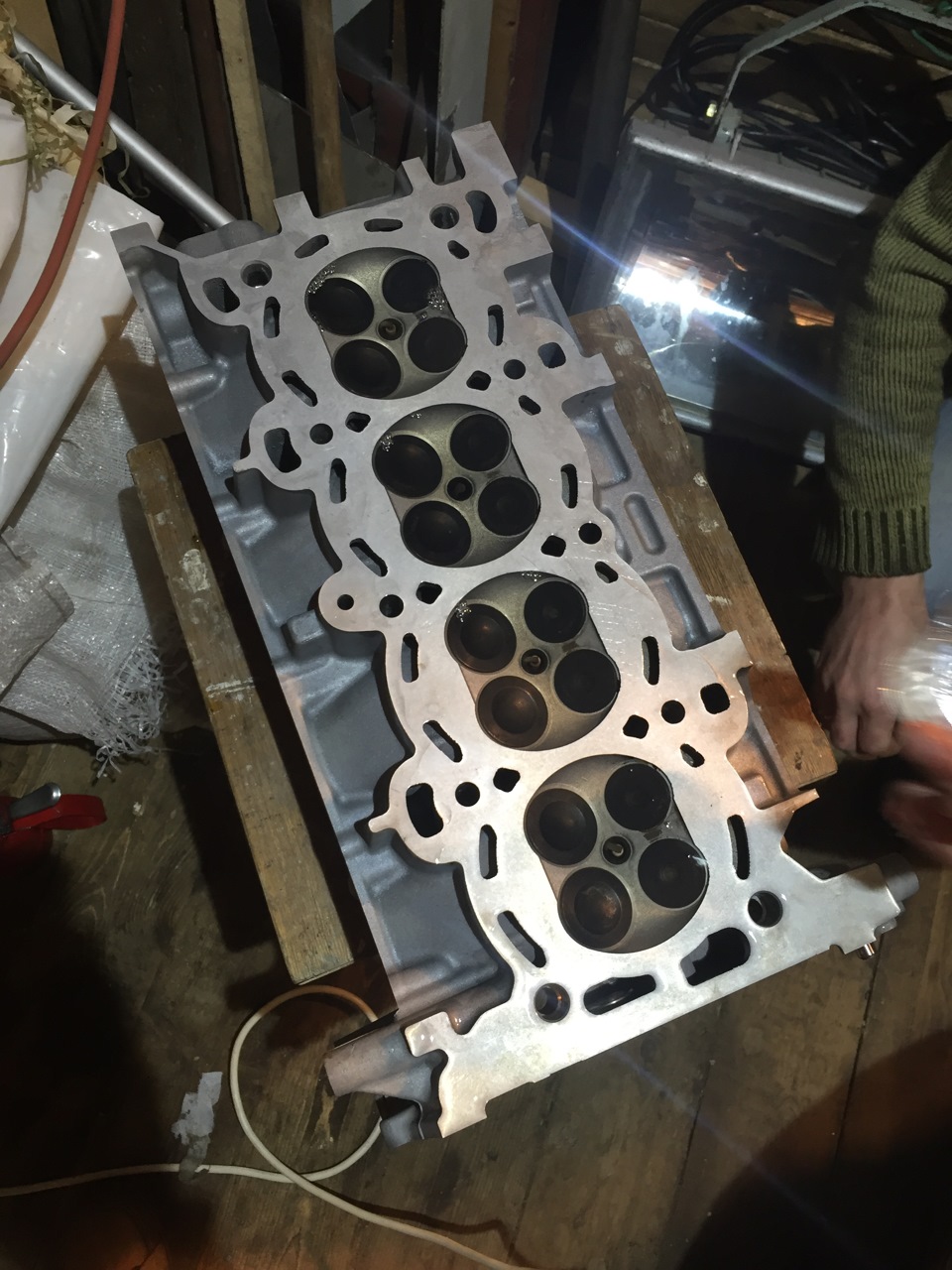
После того как все заказал, начал ГБЦ подготавливать. А именно фрезеровка, мойка. Свозил к мастеру одному. Срезал он мне 0,12 мм. Говорит в основном все хорошо, чисто в углу каком-то маленький перекос был. Скорее всего в районе 1-ого цилиндра. После надо было ее отмыть от стружки и всякого нагара. Сначала продули компрессором, а после мыть начали. Обычная химия, которой моют машину (разбавленная), не отмывала вообще. Взял не разбавленную, начал макать зубной щеткой и тереть. Отмывала и то не с первого раза. 2 раза проходил везде. Чистая как зеркало.


Взяли 60, 45, и 30 градусов

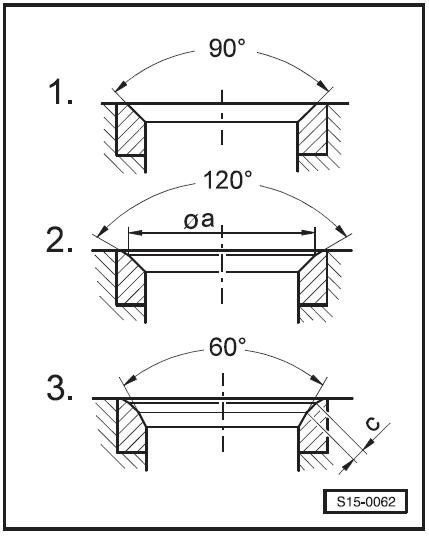
Срез делать не рывками, а одним разом, чтобы не было стыков на седле.
Своих фото что-то не сделал, поэтому покажу на примере фоток из другой статьи.

После начали клапана притирать. Я так долго этого ждал. Так хотелось попробовать. В общем намазываем пасту на фаску клапана, клапан в седло и тереть его. Делается это все в комнатной температуре.
Кто-то делает дрелью. Можно, но осторожно. Я с этим не очень знаком, решил даже не пробовать. Больше понравилось, как на одном видео мужик четко рассказал, как этим приспособлением пользоваться которое по его рекомендации я и купил. Там нужно по звуку определять. Грубо говоря, когда начинаешь тереть, звук такой шершавый (ш-ш-ш-ш-ш-ш), а после, когда клапан притирается, звук становится свистящим (с-с-с-с-с-с). Собственно, так и делали. Как притерли вытираем его от пасты притирочной. Все клапана притирали раза 3-4, каждый раз вытирая от пасты. После мы их проверили на герметичность, иначе говоря пролили. Все поставили – льем. Весь бензин вытек сразу же. Не хорошо. Думали может еще не притерлись. Но нет, С.Н. говорит идеальная фаска. В итоге мы все клапана промыли в бензине и после они уже не пропускали ни капли. Будьте аккуратны с этой пастой. Много беды от нее если останется на клапанах. С виду то вроде чисто было и после промывки в бензине ничего внешне не изменилось, а на деле то оно вот как. Седла кстати тоже бензином желательно протереть.

Ну и для полной уверенности я снова целиком промыл ГБЦ в химии. Вообще красота стала.
Клапана готовы, остается регулировка зазоров. Тут то мне было еще интересней.
Клапана поставили, засухарили. И после каждый стакан на свое место. Ставим распредвалы и затягиваем крышки подшипников (во 2-ой части есть последовательность затягивания). Выставляем кулачки распредвалов как на фото

Берем щуп измерительный и замеряем зазоры. Замеряли! Точнее мы думали, что замеряли. Дальше распишу почему.
Зазоры должны быть:
Впуск — 0,25 +/- 0,03 мм
Выпуск — 0,3 +/- 0,03 мм
У меня получились:
Выпуск:
1. 0,01 мм 322
2. 0,01 мм 342
3. 0,09 мм 422
4. 0,01 мм 422
5. 0,04 мм 422
6. 0,1 мм 342
7. 0,01 мм 482
8. 0,01 мм 422
Впуск:
1. 0,28 мм
2. 0,2 мм 462
3. 0,2 мм 422
4. 0,28 мм
5. 0,28 мм
6. 0,28 мм
7. 0,28 мм
8. 0,28 мм
Напротив зазоров стоят размеры стаканчиков. Эти 3 цифры означают размер после запятой. Т.е. стакан 422 это – 3,422 мм. Диапазон размеров доступных для покупки от 3,025 мм до 3,7 мм.

1, 4-8 стакан на впуске решили не трогать, нормальные зазоры. Итак, все размеры есть, остается посчитать новые размеры стаканчиков. Формула очень проста.
H=B+A-C
H – Новый стакан
B – Размер старого толкателя
A – Измеренный зазор
C – Нужный зазор
На пример 4-ого выпуск:
H=3,422+0,01-0,3=3,132 – новый стакан
В итоге мы все посчитали, новые размеры стаканов есть. Тут я уже бросив все побежал заказывать. С.Н. тормозит и говорит, ты не спеши. Возьми пока только каких-нибудь 2 стакана, а то говорит на вазы бывает брал тарелочки, а у них размер не сходится. А машинка то уже месяц-полтора стоит, хочется поскорей уже все закончить. Ну думаю ладно, закажу 2. Дак и что. Правильно сделал. Рассказываю. Собой в exist взял микрометр чтоб проверить размер правильный или нет. Оказалось, что все правильно. Но приехав домой, поставив эти стаканы на те места под которые рассчитали, и после замеряв зазоры, увидели, что зазоры не получаются те, которые должны. Помню ставили вроде на 7 клапан выпуск. Зазор должен быть 0,3 мм, а получался 0,16 мм. Стакан ставили 3,192 мм. Мы что-то в тупик сразу. Дооолго понять не могли в чем дело. А пока эти крышки распредвала поставишь, снимешь, уже забываешь, что хотел сделать. Помню еще меняли местами разные стаканы, но это только путало. И тут я такой. СТОП. Давай по новой. Смотрел на формулу и отмечал какие значения точно верны. В итоге: В – старый стакан замеряли микрометром – сходится. Н – новый стакан – сходится. С – нужный зазор неизменный. Остаётся что А – старый измеренный зазор – не верный. Начали это проверять. А каким образом можно это проверить?
Когда мы замеряли зазоры щупом, то условились на том что те зазоры, через которые даже самый маленький щуп не проходит, но при этом стакан крутится, зазор будет – от 0 до 0,03 мм (0,03 мм самый маленький щуп). Решили так потому что подумали, что раз крутится стакан значит, кулачок распредвала не давит на него. Ошибочная оказалась теория. Скажем так, сила человеческой руки способна прокрутить даже поджатый стакан. Просто это единственная была догадка на то почему не сходится зазор. Т.е. щуп не проходил, все, в этом зазоре я не был уверен. Теперь остаётся понять, как измерить зазор, щупа которого не существует, а то и вовсе отрицательный зазор. И тут и понадобился один из двух стаканов который я по чистой случайности заказал для проверки. А размер его был самый маленький – 3,025 мм. Поставили, замеряли, и с учетом всех значений оказалось, что зазор был -0,16 мм. Обалдели слегка, а после все зазоры с новым стаканом перемеряли. И в итоге 6 предыдущих стаканов, которые я хотел заказать оказались не правильными. Вот такая вот ситуация. Спас меня стакан 3,025 мм. 2 стакана которые уже заказал все равно пригодились, заказал только недостающие.
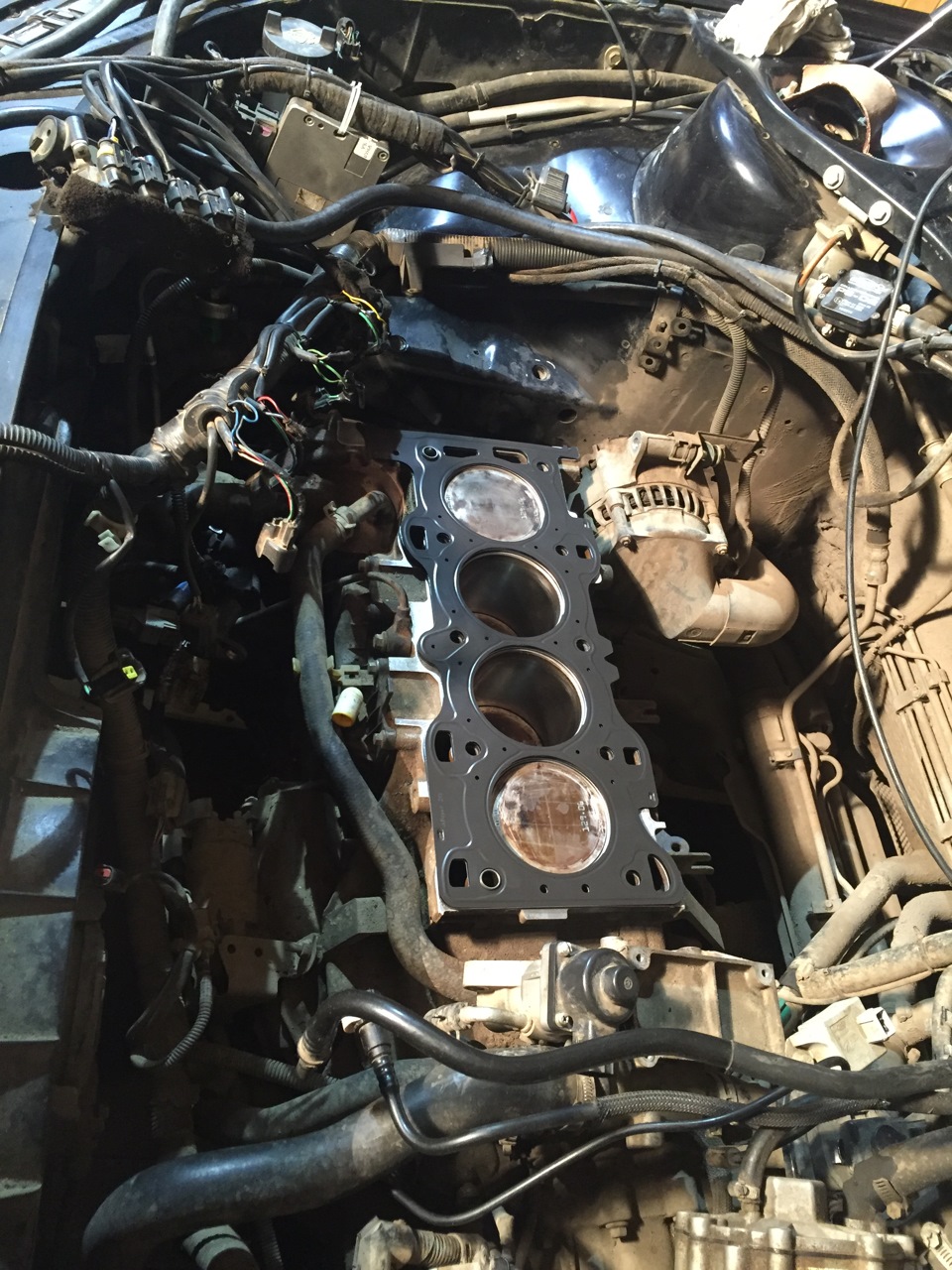
Наверное и все. После все поставили, собрали ГБЦ, и приступили к сборке.
Сборка идет в обратной последовательности.

Все моменты затяжек находил в интернете, они везде есть. Моменты затяжки ГБЦ был написан на упаковке с болтами ГБЦ. 5-ти этапная затяжка. Все этапы не помню, но последний был докрутить на 90 градусов. Дак вот, перед тем как будете ставить болты, сделайте помарку на головке болта (у меня был белый маркер), чтобы после докрутки могли посмореть на 90 ли градусов докрутили.
Немного о выставлении фаз газораспределения:
1. Выставляем поршни в ВМТ
2. Вставляем фиксирующий болт коленвала
3. Выставляем распредвалы (кулачки первого цилиндра направлены вверх) и вставляем регулировочную линейку
4. Накидываем цепь со звездочками
5. Затягиваем звездочки распредвалов
6. Затягиваем болт коленвала
Вроде все. Этим самым мы и выставили фазы газораспределения. Ну это так, вкратце.
Наверно напишу еще итоговую часть. О том, что стало че изменилось. Выводы в общем.
Всем привет!
Начнём с того, почему я решил отрегулировать клапана — подготовка к установке ГБО. За все 225 тыс. пробега автомобиля клапана ни разу не регулировались, что подтверждается 2 собственниками. Начнём)
Селектор АКПП в положение N, ручник.
Снимаем клапанную крышку.
Мотор должен быть остывший. Промерил все 16 клапанов на допуск. Крутим за шкив коленвала, выставляем кулачки нужных клапанов вверх. Т.к. у меня щупи с шагом 5 сотых, то замеры были с относительной неточностью. Все впускные в допуске, 0,25 щуп проходит свободно 0,3 нет. С выпускными нюанс. 4 клапана щуп 0.3 проходит, 4 не проходит. Окей.

Откручиваем 2 саморезика, крепящие расширительный бачок и 1 саморез к, крепящий патрубок от него и отодвигаем его в сторону(фото нету)
Снимаем защиту двигателя, домкратим мотор со стороны переднего правого колеса.
Откручиваем и снимаем гидроопору, стоит сразу за расш.бачком. Нужны головки на 15 и на 19.
Снимаем ремень генератора. Нужен ключ на 15. Сразу под генератором стоит самонатяжной ролик, вставляем в него ключик на 15, чем длиньше тем лучше. Правой рукой я тянул в сторону закручивания т.е. на себя и левой рукой одновременно снял ремень с гидроусилителя. Ещё нужно снять обводной ролик, под ключик на 10.
Сняли, нам нужны вот эти двое)
Один под биту Т30, второй под ключик на 8.
Увы и ах, на тот что под биту Т30 не поддался никак, только слизал грани. Думаю, что ж делать… Ну другого выхода нет. Отключил клеммы акб, подключил массу полуавтомата. Результат вы видите на фото.

Вставляем в отверстие шкива коленвала болт М8, крутим до конца и выставляем ВМТ.
Далее, в ту заглушку что под биту, нужно засунуть что то тоненькое и прочное, идеально подойдёт гвоздик, чуть ниже центра отверстия нащупываем гвоздиком и давим. Далее, берём ключ на 24(в идеале на 23, если найдёте) и натягиваем цепь, увидите как она ослабнет между звездами и не отпуская ключ, в этот момент мы взвели гидронатяжитель и вставляем и верхнее отверстие гвоздик, примерно 5 см. Все, теперь цепь никуда не убежит.
Всем привет.
После того как все заказал, начал ГБЦ подготавливать. А именно фрезеровка, мойка. Свозил к мастеру одному. Срезал он мне 0,12 мм. Говорит в основном все хорошо, чисто в углу каком-то маленький перекос был. Скорее всего в районе 1-ого цилиндра. После надо было ее отмыть от стружки и всякого нагара. Сначала продули компрессором, а после мыть начали. Обычная химия, которой моют машину (разбавленная), не отмывала вообще. Взял не разбавленную, начал макать зубной щеткой и тереть. Отмывала и то не с первого раза. 2 раза проходил везде. Чистая как зеркало.
Взяли 60, 45, и 30 градусов
Срез делать не рывками, а одним разом, чтобы не было стыков на седле.
Своих фото что-то не сделал, поэтому покажу на примере фоток из другой статьи.
После начали клапана притирать. Я так долго этого ждал. Так хотелось попробовать. В общем намазываем пасту на фаску клапана, клапан в седло и тереть его. Делается это все в комнатной температуре.
Кто-то делает дрелью. Можно, но осторожно. Я с этим не очень знаком, решил даже не пробовать. Больше понравилось, как на одном видео мужик четко рассказал, как этим приспособлением пользоваться которое по его рекомендации я и купил. Там нужно по звуку определять. Грубо говоря, когда начинаешь тереть, звук такой шершавый (ш-ш-ш-ш-ш-ш), а после, когда клапан притирается, звук становится свистящим (с-с-с-с-с-с). Собственно, так и делали. Как притерли вытираем его от пасты притирочной. Все клапана притирали раза 3-4, каждый раз вытирая от пасты. После мы их проверили на герметичность, иначе говоря пролили. Все поставили – льем. Весь бензин вытек сразу же. Не хорошо. Думали может еще не притерлись. Но нет, С.Н. говорит идеальная фаска. В итоге мы все клапана промыли в бензине и после они уже не пропускали ни капли. Будьте аккуратны с этой пастой. Много беды от нее если останется на клапанах. С виду то вроде чисто было и после промывки в бензине ничего внешне не изменилось, а на деле то оно вот как. Седла кстати тоже бензином желательно протереть.
Ну и для полной уверенности я снова целиком промыл ГБЦ в химии. Вообще красота стала.
Клапана готовы, остается регулировка зазоров. Тут то мне было еще интересней.
Клапана поставили, засухарили. И после каждый стакан на свое место. Ставим распредвалы и затягиваем крышки подшипников (во 2-ой части есть последовательность затягивания). Выставляем кулачки распредвалов как на фото
Берем щуп измерительный и замеряем зазоры. Замеряли! Точнее мы думали, что замеряли. Дальше распишу почему.
Зазоры должны быть:
Впуск — 0,25 +/- 0,03 мм
Выпуск — 0,3 +/- 0,03 мм
У меня получились:
Выпуск:
1. 0,01 мм 322
2. 0,01 мм 342
3. 0,09 мм 422
4. 0,01 мм 422
5. 0,04 мм 422
6. 0,1 мм 342
7. 0,01 мм 482
8. 0,01 мм 422
Впуск:
1. 0,28 мм
2. 0,2 мм 462
3. 0,2 мм 422
4. 0,28 мм
5. 0,28 мм
6. 0,28 мм
7. 0,28 мм
8. 0,28 мм
Напротив зазоров стоят размеры стаканчиков. Эти 3 цифры означают размер после запятой. Т.е. стакан 422 это – 3,422 мм. Диапазон размеров доступных для покупки от 3,025 мм до 3,7 мм.
1, 4-8 стакан на впуске решили не трогать, нормальные зазоры. Итак, все размеры есть, остается посчитать новые размеры стаканчиков. Формула очень проста.
H=B+A-C
H – Новый стакан
B – Размер старого толкателя
A – Измеренный зазор
C – Нужный зазор
На пример 4-ого выпуск:
H=3,422+0,01-0,3=3,132 – новый стакан
В итоге мы все посчитали, новые размеры стаканов есть. Тут я уже бросив все побежал заказывать. С.Н. тормозит и говорит, ты не спеши. Возьми пока только каких-нибудь 2 стакана, а то говорит на вазы бывает брал тарелочки, а у них размер не сходится. А машинка то уже месяц-полтора стоит, хочется поскорей уже все закончить. Ну думаю ладно, закажу 2. Дак и что. Правильно сделал. Рассказываю. Собой в exist взял микрометр чтоб проверить размер правильный или нет. Оказалось, что все правильно. Но приехав домой, поставив эти стаканы на те места под которые рассчитали, и после замеряв зазоры, увидели, что зазоры не получаются те, которые должны. Помню ставили вроде на 7 клапан выпуск. Зазор должен быть 0,3 мм, а получался 0,16 мм. Стакан ставили 3,192 мм. Мы что-то в тупик сразу. Дооолго понять не могли в чем дело. А пока эти крышки распредвала поставишь, снимешь, уже забываешь, что хотел сделать. Помню еще меняли местами разные стаканы, но это только путало. И тут я такой. СТОП. Давай по новой. Смотрел на формулу и отмечал какие значения точно верны. В итоге: В – старый стакан замеряли микрометром – сходится. Н – новый стакан – сходится. С – нужный зазор неизменный. Остаётся что А – старый измеренный зазор – не верный. Начали это проверять. А каким образом можно это проверить?
Когда мы замеряли зазоры щупом, то условились на том что те зазоры, через которые даже самый маленький щуп не проходит, но при этом стакан крутится, зазор будет – от 0 до 0,03 мм (0,03 мм самый маленький щуп). Решили так потому что подумали, что раз крутится стакан значит, кулачок распредвала не давит на него. Ошибочная оказалась теория. Скажем так, сила человеческой руки способна прокрутить даже поджатый стакан. Просто это единственная была догадка на то почему не сходится зазор. Т.е. щуп не проходил, все, в этом зазоре я не был уверен. Теперь остаётся понять, как измерить зазор, щупа которого не существует, а то и вовсе отрицательный зазор. И тут и понадобился один из двух стаканов который я по чистой случайности заказал для проверки. А размер его был самый маленький – 3,025 мм. Поставили, замеряли, и с учетом всех значений оказалось, что зазор был -0,16 мм. Обалдели слегка, а после все зазоры с новым стаканом перемеряли. И в итоге 6 предыдущих стаканов, которые я хотел заказать оказались не правильными. Вот такая вот ситуация. Спас меня стакан 3,025 мм. 2 стакана которые уже заказал все равно пригодились, заказал только недостающие.
Наверное и все. После все поставили, собрали ГБЦ, и приступили к сборке.
Сборка идет в обратной последовательности.
Все моменты затяжек находил в интернете, они везде есть. Моменты затяжки ГБЦ был написан на упаковке с болтами ГБЦ. 5-ти этапная затяжка. Все этапы не помню, но последний был докрутить на 90 градусов. Дак вот, перед тем как будете ставить болты, сделайте помарку на головке болта (у меня был белый маркер), чтобы после докрутки могли посмореть на 90 ли градусов докрутили.
Немного о выставлении фаз газораспределения:
1. Выставляем поршни в ВМТ
2. Вставляем фиксирующий болт коленвала
3. Выставляем распредвалы (кулачки первого цилиндра направлены вверх) и вставляем регулировочную линейку
4. Накидываем цепь со звездочками
5. Затягиваем звездочки распредвалов
6. Затягиваем болт коленвала
Вроде все. Этим самым мы и выставили фазы газораспределения. Ну это так, вкратце.
Наверно напишу еще итоговую часть. О том, что стало че изменилось. Выводы в общем.
Наша сеть техцентров предлагает специализированную услугу: регулировка клапанов Ford Mondeo 3. Низкие цены. Специалисты автосервиса точно определят, есть ли проблемы с автомобилем. Автотехцентры находятся в удобных точках Москвы и ближайшего Подмосковья. Регулировка клапанов Ford Mondeo 3: гарантия до 2-х лет. Запасные части в наличии: оригинальные и аналоги. Записаться на ремонт или диагностику можно по телефону или через форму заявки на сайте.
Цена на регулировку клапанов Ford Mondeo 3
- Услуги Цена
- Регулировка клапанов от 4530 руб.
Внимание!
Указанные цены работ является примерной и могут отличаться от действительной. Точную стоимость услуг узнавайте у представителей автотехцентра.
Читайте также: